广西通利昌物资设备有限责任公司
联系人:黄颜庆(总经理)
电 话:0771-3958260 13517712229
传 真:0771-3958539
邮 箱:1340069788@qq.com
网 址:www.tonglichang.com
地 址:南宁市秀安路15号虎邱城北钢材市场K49-2号
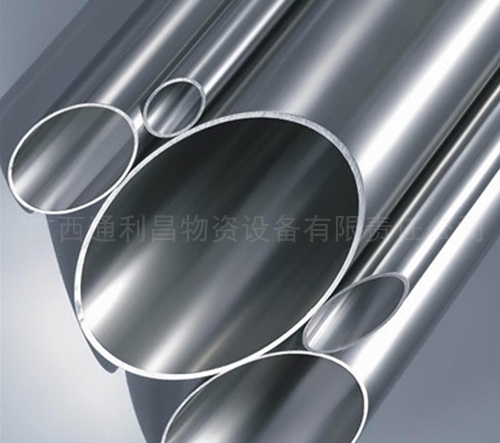
304薄壁不锈钢水管耐用,不易腐蚀,但在焊接过程中需要按照相关要求去做,那么不锈钢水管在焊接时需要注意哪些要点呢?下面一起随薄壁不锈钢给水管小编了解下:

1、不锈钢水管焊接操作时,应用短弧。在用气体保护焊时,惰性气体保护须良好。当用实芯焊丝作为熔化极焊接不锈钢水管时,保护气体不宜用含二氧化碳的混合气;耐药芯焊丝由于有渣保护,不会因二氧化碳气而增加不锈钢水管焊缝的含碳量。
2、考虑到确保不锈钢水管焊缝中经计算后预先确定的铁素体含量,应当用铁素体测定仪复测焊缝中的实际铁素体含量。一般母材的熔化量应控制在整个不锈钢水管焊缝断面面积的35%以下。
3、为确保焊接接头的耐腐蚀性,其表面应呈光亮状,残渣、焊缝的颜色等皆应去除,去除的办法是砂轮打磨、酸洗、喷丸、刷洗或抛光。表面粗糙度越小,其耐腐蚀性就越高。表面酸洗可用各种酸洗液或酸洗膏,根据其规定的酸洗时间,再用清洁水加以冲洗干净。去除焊后的颜色时,好的办法是用石英砂进行磨刷。
4、采用垂直外部特性的电源,直流采用正极(焊丝连接至负极)。
5、一般适用于6mm以下的薄板焊接,焊缝形状美观,焊接变形小。
6、保护气体为氩气,纯度为99.99%。当焊接电流为50〜50A时,氩气流量为8〜0L / min,当焊接电流为50〜250A时,氩气流量为2〜5L / min。
7、钨极从气嘴伸出的长度最好为4〜5mm,对于角焊等屏蔽性较差的地方,最好为2〜3mm,对于深槽最好为5〜6mm。喷嘴到工件的距离一般不大于5mm。
8、为了防止出现焊接气孔,铁锈,油渍等,必须在304不锈钢管的焊接部位进行清理。
9、对于焊接电弧长度,焊接普通钢时最好为2〜4mm,焊接304不锈钢管时最好为〜3mm。如果时间太长,则保护效果不好。
10、为了防止底部焊道的背面被氧化,背面也需要用气体保护。
11、为了使氩气良好地保护焊池并促进焊接操作,钨极中心线与304不锈钢管之间的焊缝工件通常应保持80〜85°的角度,填充焊丝与工件表面之间的角度应尽可能大。地面很小,通常约为0°。
12、防风和通风。在多风的地方,请采取措施堵网,而在室内,则应采取适当的通风措施。
以上就是关于不锈钢水管在焊接时应该注意的事项内容介绍,希望对大家有所帮助。
 在线咨询
在线咨询